



Classification
4 - A(Welding Technology for Repair or Mitigation)
Toshiba developed an underwater laser beam welding technology for the maintenances of reactor vessel and reactor internals for both of BWR and PWR, which eliminates the need for the drainage of water from the reactor vessel. The underwater laser beam welding is a technology to weld on a base metal or weld metal in locally dried circumstance around an optical head and the laser welding is conducted in this area, as shown in Figure 1. The new welding system makes it possible to both reduce the work period and minimize the radiation exposure of workers compared with conventional technologies for welding in ambient air. This technology is able to be applied for both of buildup welding performed after removing stress corrosion cracking (SCC) flaws and seal welding to prevent propagation of SCC flaws. We have confirmed the effectiveness of this technology through experiments in which SCC was mitigated on surfaces of materials.
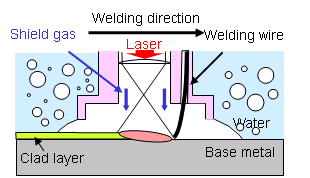
Fig.1 Schematic of underwater laser cladding
Phase 2 : Industrial Confirmation Phase
- (1) Components: Reactor Vessel, Reactor Vessel Nozzles and Reactor Internals for both of BWR and PWR
- (2) Material: Wed joint of stainless steel, nickel based alloy or low alloy steel including dissimilar joint Base materials of stainless steel, nickel based alloy or low alloy steel
- (3) Condition: Underwater of Reactor Vessel
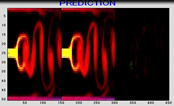
- (1)Fig.2 shows the illustration of 690 Alloy cladding on 600 Alloy weld surface for RV nozzle of PWR. This procedure increases above 27% of chromium contents at cladding surface, as shown in Fig.3. Fig.4 shows results of 20% pre-strained reverse U-bent test where the specimen was exposed to hot water of 360 degree centigrade for 1000 hours. It was confirmed that 600 alloy weld without cladding (uncladded) caused indications of SCC marked red on penetrant examinations and that the cladding of Alloy 690 improved resistance property against SCC.
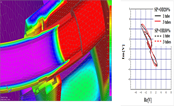
- (2)Welding heat inputs reduce the toughness of low alloy steel(LAS). A countermeasure called temper bead welding is applicable against this toughness degradation. Specifically, heat-controlled 6 layers of weld deposits are placed on the surface of LAS to improve the toughness property. Fig.5 shows the effectiveness of the temper bead welding. It shows that the hardness values after 1st layer welding shift down to lower ones after 6th layer welding. This means that hard area at about 1mm in depth from the fusion line is tempered by the heat-controlled 6 layers of weld deposits.
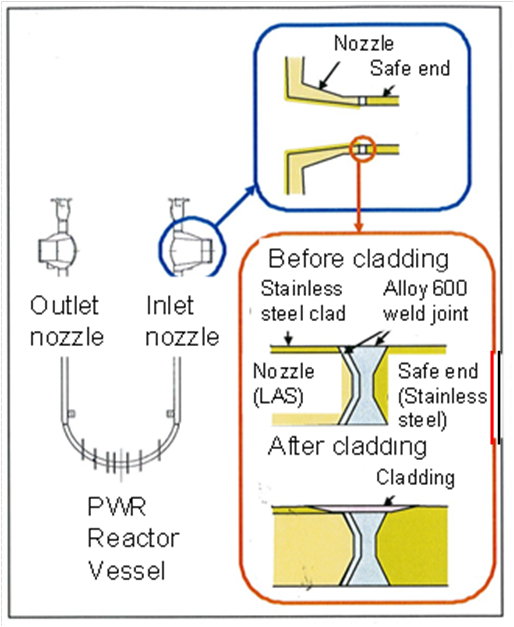
Fig.2 Structure of inlet and outlet nozzle and example of welding
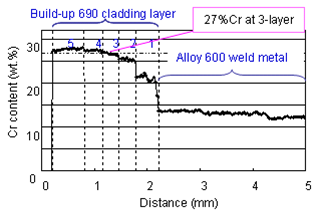
Fig.3 Cr content distribution at surface of underwater cladding

Fig.4 Penetrant test after 20% pre-strained reverse U-bend test.

Fig.5 Results of hardness after temper-bead welding
(1) Mock-up test by using proto type welding machine:
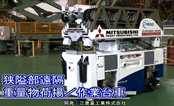
Toshiba has developed the proto type welding machine with mechanism of insertion and positioning, camera, and welding wire, as shown in Fig.6. It was confirmed that good welds was obtained at the same water-depth of 10m as the actual nozzle.
(2) Certification
Toshiba’s under water laser welding technologies were qualified by Japanese third party organization.
(3) Applicable Code:
ASME Code Case has been issued for the under water laser welding.
- ASME Code Case N-803, Similar and Dissimilar Metal Welding Using Ambient Temperature Automatic or Machine Dry Underwater Laser Beam Welding (ULBW) Temper Bead Technique SectionXI, Division1

Fig.6 Underwater Laser Beam Welding Machine
- [1]M.Yoda and M.Tamura ; "Underwater Laser Beam Welding Technology for Reactor Vessel Nozzles of PWRs", Toshiba Review, Vol.65, No.9 (2010)